यहाँ, चीन प्लाईवुड निर्माताहरूले तपाईंलाई सम्झना गराउँछन् कि प्लाईवुड खरीद गर्दा, अधिक व्यावसायिक, सुरक्षित, र किफायती छनौटको लागि स्रोत निर्माता खोज्न आवश्यक छ।
प्लाईवुड के हो
प्लाईवुडविश्वभरका विभिन्न निर्माण परियोजनाहरूमा प्रयोग हुने सबैभन्दा बहुमुखी र व्यापक रूपमा मान्यता प्राप्त इन्जिनियर गरिएको काठ-आधारित प्यानल उत्पादनहरू मध्ये एक हो। यो प्यानलहरूमा बेच्ने मिश्रित सामग्री बनाउनको लागि राल र काठ लिबास पानाहरू बाँध्ने गरी सिर्जना गरिएको हो। सामान्यतया, प्लाईवुडले कोर भिनियरहरू भन्दा उच्च ग्रेडको अनुहार भेनिरहरू समावेश गर्दछ। कोर तहहरूको प्राथमिक कार्य भनेको बाहिरी तहहरू बीचको पृथक्करण बढाउनु हो जहाँ झुकाउने तनावहरू उच्चतम हुन्छन्, जसले गर्दा झुकाउने बलहरूको प्रतिरोध बढाउँछ। यसले प्लाईवुडलाई बल र लचिलोपन दुवै चाहिने एप्लिकेसनहरूको लागि उत्कृष्ट विकल्प बनाउँछ।

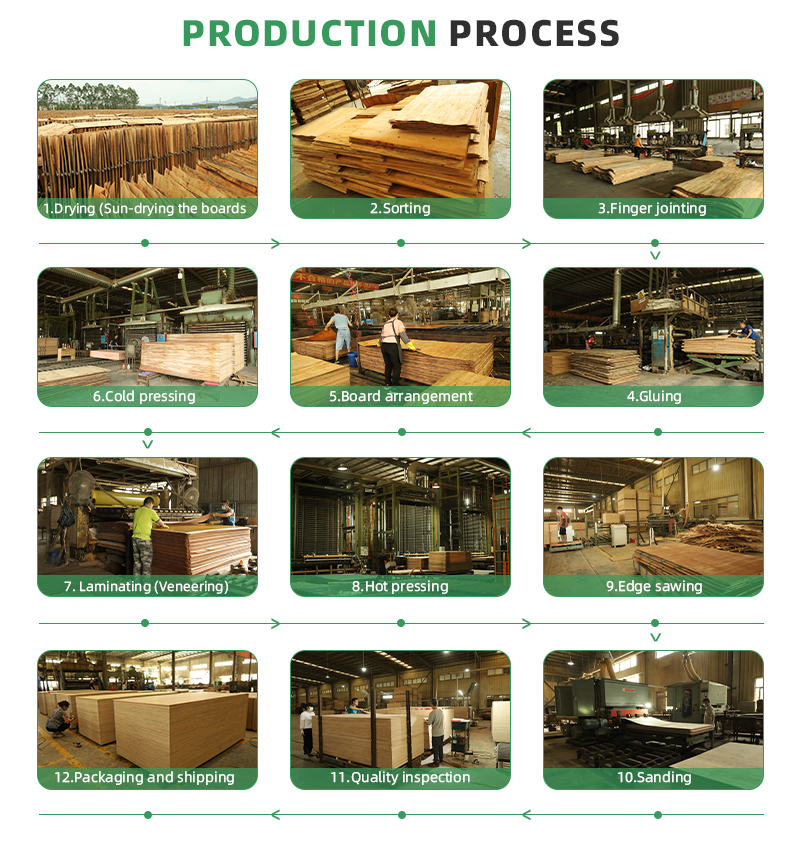
उत्पादन प्रक्रियाहरूको परिचय
प्लाईवुड, जसलाई सामान्यतया मल्टि-लेयर बोर्ड, भिनियर बोर्ड, वा कोर बोर्ड भनिन्छ, लग खण्डहरूबाट भेनियरहरू काटेर र त्यसपछि बोर्डको तीन वा बढी (विचित्र संख्या) तहहरूमा ग्लुइङ र तातो थिचेर बनाइन्छ। प्लाईवुड को उत्पादन प्रक्रिया समावेश छ:
लग काट्ने, छिल्ने र काट्ने; स्वचालित सुकाउने; पूर्ण विभाजन; ग्लुइंग र बिलेट असेंबली; चिसो दबाइ र मरम्मत; तातो दबाइ र उपचार; काट्ने, स्क्र्यापिङ र स्यान्डिङ; तीन पटक प्रेसिङ, तीन पटक मर्मत, तीन पटक कररा र तीन पटक स्यान्डिङ; भरिने; समाप्त उत्पादन निरीक्षण; प्याकेजिङ र भण्डारण; यातायात
लग काट्ने र पिल गर्ने
पिलिङ प्लाईवुड उत्पादन प्रक्रियामा सबैभन्दा महत्त्वपूर्ण लिङ्क हो, र पिल गरिएको लिबासको गुणस्तरले सिधै समाप्त प्लाईवुडको गुणस्तरलाई असर गर्छ। ७ सेन्टिमिटरभन्दा बढी व्यास भएका लगहरू, जस्तै युकलिप्टस र विविध पाइनहरू काटिन्छन्, छिलिन्छन्, र त्यसपछि ३ मिमीभन्दा कम मोटाइको भिनियरमा काटिन्छन्। पिल गरिएको भिनियरमा राम्रो मोटाई एकरूपता हुन्छ, ग्लु प्रवेशको लागि प्रवण हुँदैन, र सुन्दर रेडियल ढाँचाहरू हुन्छन्।
स्वचालित सुकाउने
सुकाउने प्रक्रिया प्लाईवुड को आकार संग सम्बन्धित छ। छिलका भिनियरहरूलाई समयमै सुकाउनु आवश्यक छ कि तिनीहरूको आर्द्रता प्लाइवुडको उत्पादन आवश्यकताहरूमा पुग्छ। स्वचालित सुकाउने प्रक्रिया पछि, भिनियरको आर्द्रता सामग्री 16% भन्दा कम नियन्त्रण गरिन्छ, बोर्ड वारपेज सानो छ, विकृत वा डिलामिनेट गर्न सजिलो छैन, र भिनियरहरूको प्रशोधन प्रदर्शन उत्कृष्ट छ। परम्परागत प्राकृतिक सुकाउने विधिको तुलनामा, स्वचालित सुकाउने प्रक्रिया मौसमबाट प्रभावित हुँदैन, सुकाउने समय छोटो छ, दैनिक सुकाउने क्षमता बलियो छ, सुकाउने दक्षता उच्च छ, गति छिटो छ, र प्रभाव राम्रो छ।
-Drying-Sun-drying-the-boards.jpg)
पूर्ण Splicing, Gluing, र Billet असेंबली
स्प्लिसिङ विधि र प्रयोग गरिएको चिपकने प्लाईवुड बोर्डको स्थिरता र वातावरणीय मित्रता निर्धारण गर्दछ, जुन उपभोक्ताहरूको लागि सबैभन्दा चिन्तित मुद्दा हो। उद्योग मा नवीनतम splicing विधि पूर्ण splicing विधि र दाँत splicing संरचना हो। भिनियरको राम्रो लोच र कठोरता सुनिश्चित गर्न सुकेको र छिलेको लिबासलाई पूरै ठूलो बोर्डमा काटिन्छ। ग्लुइङ प्रक्रिया पछि, भिनियरहरू बिलेट बनाउनको लागि काठको दाना दिशा अनुसार क्रसक्रस ढाँचामा व्यवस्थित गरिन्छ।

चिसो प्रेसिंग र मर्मत
कोल्ड प्रेसिङ, जसलाई प्रि-प्रेसिङ पनि भनिन्छ, भिनियरहरूलाई मूल रूपमा एकअर्कासँग टाँसिएको बनाउन प्रयोग गरिन्छ, चल्ने र ह्यान्डलिंग प्रक्रियाको क्रममा भिनियर विस्थापन र कोर बोर्ड स्ट्याकिङ जस्ता दोषहरू रोक्नको लागि, साथै गोंदको तरलता बढाउँदै। भिनियरको सतहमा राम्रो ग्लु फिल्मको गठन, ग्लुको कमी र सुख्खाको घटनाबाट बच्न गोंद। बिलेटलाई प्रि-प्रेसिङ मेसिनमा सारिन्छ र ५० मिनेटको द्रुत चिसो प्रेसिङपछि कोर बोर्ड बनाइन्छ।
बोर्ड बिलेट मर्मत तातो प्रेस गर्नु अघि एक पूरक प्रक्रिया हो। कामदारहरूले कोर बोर्ड लेयरको सतह तहको सतह चिकनी र सुन्दर छ भनी सुनिश्चित गर्नको लागि तहको स्तरमा मर्मत गर्छन्।

तातो थिच्ने र उपचार
तातो थिच्ने मेसिन प्लाईवुड उत्पादन प्रक्रियामा सबैभन्दा महत्त्वपूर्ण उपकरण मध्ये एक हो। तातो प्रेसिङले प्लाइवुडमा बबल बन्ने र स्थानीय डेलामिनेशनको समस्यालाई प्रभावकारी रूपमा बेवास्ता गर्न सक्छ। तातो थिचे पछि, उत्पादन संरचना स्थिर छ, बल उच्च छ, र वार्पिङ विरूपणबाट बच्नको लागि बिलेटलाई लगभग 15 मिनेटको लागि चिसो गर्न आवश्यक छ। यो प्रक्रियालाई हामी "उपचार" अवधि भन्छौं।

काट्ने, स्क्र्यापिङ, र स्यान्डिङ
उपचार अवधि पछि, बिलेटलाई समानान्तर र सफासँग सम्बन्धित विशिष्टता र आकारहरूमा काट्नको लागि काट्ने मेसिनमा पठाइनेछ। त्यसपछि, बोर्ड सतहको समग्र चिल्लोपन, स्पष्ट बनावट, र राम्रो चमक सुनिश्चित गर्न बोर्ड सतह स्क्र्याप गरिएको छ, सुकाइन्छ, र बालुवा भरिन्छ। हालसम्म प्लाइवुड उत्पादन प्रक्रियाको पहिलो चरणको १४ वटा उत्पादन प्रक्रिया सम्पन्न भइसकेको छ ।
तीन पटक प्रेसिङ, तीन पटक मर्मत, तीन पटक सिङ, र तीन पटक स्यान्डिङ
उच्च-गुणस्तरको प्लाईवुडलाई धेरै राम्रो पालिश प्रक्रियाहरू मार्फत जान आवश्यक छ। पहिलो स्यान्डिङ पछि, प्लाईवुडले दोस्रो लेयरिङ, कोल्ड प्रेसिङ, मर्मत, हट प्रेसिङ, आरा, स्क्र्यापिङ, ड्राइङ, स्यान्डिङ र स्पट स्क्र्यापिङ गरी कुल ९ प्रक्रियाहरू पार गर्नेछ।
अन्तमा, बिलेट उत्कृष्ट र सुन्दर प्रविधि काठ सतह, महोगनी सतह संग टाँसिएको छ, र प्रत्येक प्लाईवुड पनि तेस्रो कोल्ड प्रेसिंग, मर्मत, हट प्रेसिंग, स्क्र्यापिंग, स्यान्डिंग, आरा, र अन्य 9 प्रक्रियाहरू मार्फत जान्छ। कुल "तीन प्रेसिङ, तीन मर्मत, तीन चक्की, तीन स्यान्डिङ" 32 उत्पादन प्रक्रियाहरू, बोर्ड सतह समतल, संरचनात्मक रूपमा स्थिर, विकृतिको सानो मात्रा छ, र सुन्दर र टिकाऊ उत्पादन गरिन्छ।

भर्ने, उत्पादन क्रमबद्ध समाप्त
बनाइएको प्लाईवुड निरीक्षण गरी अन्तिम निरीक्षण पछि भरिन्छ र त्यसपछि क्रमबद्ध गरिन्छ। मोटाई, लम्बाइ, चौडाइ, आर्द्रता सामग्री, र सतहको गुणस्तर, र अन्य मापदण्डहरूको वैज्ञानिक परीक्षण मार्फत, उत्पादन गरिएको प्रत्येक प्लाईवुड योग्य र स्थिर गुणस्तरको छ, उत्कृष्ट भौतिक र प्रशोधन कार्यसम्पादनको साथ सुनिश्चित गर्न।

प्याकेजिङ र भण्डारण
तयार उत्पादन चयन गरिसकेपछि, कामदारहरूले घाम र वर्षाबाट बच्न प्लाइवुडलाई भण्डारणमा प्याक गर्छन्।

टोङ्गली टिम्बर
प्लाईवुड के को लागी प्रयोग गरिन्छ?
प्लाईवुड विभिन्न उद्योगहरूमा प्रयोग हुने बोर्डको एक सामान्य प्रकार हो। तिनीहरू मा वर्गीकृत छन्सामान्य प्लाईवुडरविशेष प्लाईवुड.
को मुख्य उपयोगहरूविशेष प्लाईवुडनिम्नानुसार छन्:
१.ग्रेड एक उच्च-अन्त वास्तुकला सजावट, मध्य-देखि-अन्त-अन्त फर्निचर, र विभिन्न विद्युतीय उपकरणहरूको लागि आवरणहरूका लागि उपयुक्त छ।
2. ग्रेड दुई फर्नीचर, सामान्य निर्माण, सवारी साधन, र जहाज सजावट लागि उपयुक्त छ।
3. ग्रेड तीन कम-अन्तको भवन नवीकरण र प्याकेजिङ सामग्रीहरूको लागि उपयुक्त छ। विशेष ग्रेड उच्च-अन्त वास्तुकला सजावट, उच्च-अन्त फर्नीचर, र विशेष आवश्यकताहरु संग अन्य उत्पादनहरु को लागी उपयुक्त छ
साधारण प्लाईवुडप्रशोधन पछि प्लाइवुडमा देखिने सामग्री दोष र प्रशोधन दोषहरूको आधारमा कक्षा I, कक्षा II, र कक्षा III मा वर्गीकृत गरिएको छ।
1. क्लास I प्लाईवुड: मौसम प्रतिरोधी प्लाईवुड, जो टिकाऊ छ र बाहिरी प्रयोगको लागि उपयुक्त उबलने वा स्टीम उपचार सामना गर्न सक्छ।
2. कक्षा II प्लाईवुड: पानी प्रतिरोधी प्लाईवुड, जुन चिसो पानीमा भिजाउन सकिन्छ वा छोटो अवधिको तातो पानीले भिजाउन सकिन्छ, तर उमाल्नको लागि उपयुक्त छैन।
3. कक्षा III प्लाईवुड: नमी-प्रतिरोधी प्लाईवुड, छोटो अवधिको चिसो पानी भिजाउन प्रतिरोध गर्न सक्षम, भित्री प्रयोगको लागि उपयुक्त।

पोस्ट समय: जुलाई-08-2024






